Презентация проведена в УПЦ “Специалист”, и была посвящена сварке алюминия и простых сталей.
 Алюминий — это относительно дешевый и легкий металл, поэтому он активно используется в машиностроении, пищевой промышленности, авиастроении и в быту. Он отлично принимает форму матрицы при отливе, легко обрабатывается, а вот сваривается плохо. Предлагается технология сварки алюминия при помощи метода MIG с рекомендацией по выбору полуавтомата, настроек, расходных материалов.
Алюминий — это относительно дешевый и легкий металл, поэтому он активно используется в машиностроении, пищевой промышленности, авиастроении и в быту. Он отлично принимает форму матрицы при отливе, легко обрабатывается, а вот сваривается плохо. Предлагается технология сварки алюминия при помощи метода MIG с рекомендацией по выбору полуавтомата, настроек, расходных материалов.
Целью презентации является определение текущего состояния механизации сварочных процессов на предприятиях страны. В качестве примера докладчики рассмотрели ситуацию с механизацией в одной из крупнейших судостроительных госкорпораций «ОСК» и показали возможности применения данной технологии на предприятиях различных отраслей. Так же в рамках дискуссии обсуждались пути решения вопросов повышения качества, производительности, поднятия производства на современный уровень.
Продемонстрированы аппараты Megmeet «DEX PM 3000» и Кедр AlphaMIG 250S-3, и их возможности частности возможности импульсного режима сварки алюминия и простых сталей.
Для демонстрации были использованы сварочные материалы компании DEKA:
- Сварочная проволока ER 5356, (Cв-АМг5), кат.6 кг, 1.6 мм;
- Сварочная проволока СВ08Г2С (полированная), кат. 18 кг, 1.2 мм. (НАКС).
С помощью инструктора учебного центра “Специалист”, приглашённые на презентацию участники ознакомились с возможностями представленной техники в процессе сварки и качеством выполненных образцов.
Представленная техника
Megmeet «DEX PM3000»

Megmeet «DEX PM3000» показывает отличные результаты и высокую стабильность при высоконагруженном производстве. Данный источник оснащен высокочастотным транзистором MOSFET, который позволяет до-биться высокой частоты дуги, при работе на токах до 300 А.
Характеристики
Инновационная аппаратная платформа
- Ведущая в отрасли трехступенчатая архитектура основного силового блока, выходная частота до 180 кГц и плавное повышение энергии. Удельная мощность источника питания повышается, а общая теплотворность, объем излучаемого компонента и общая масса снижаются;
- Ведущее решение для преобразования мощности обеспечивает до 90% эффективности. Энергоэффективность на 20% выше, чем у традиционного аппарата, и на 8% выше, чем у обычного сварочного инвертора;
- Уникальная двухтактная программа управления приводом подачи: управление током с внутренним контуром для более мощной подачи прово-локи и контроля скорости подачи в контуре для более стабильной подачи проволоки;
- Энкодерный регулятор скорости подачи проволоки обеспечивает более высокую точность скорости подачи проволоки;
- Многоуровневая конструкция корпуса обеспечивает полную изоляцию силового блока и управляющей электроники. Уровень защиты достигает IP23S (лидер в отрасли);
- Интенсивный встроенный воздуховод по всему корпусу с вентилятором постоянного тока с плавной регулировкой скорости значительно повышает эффективность охлаждения и срок службы вентилятора
Общее новое решение для управления
- Мощность контура двойного управления, сверхвысокая частота управления и полная настройка программного обеспечения позволяют точно контролировать переходное состояние каждой капли и легко реагировать на каждый процесс сварки;
- Градиент тока до 1500 Ампер / миллисекунда и плавление проволоки сконцентрированы в зоне высокого тока, эффективно обеспечивают ста-бильную дугу, хорошую помехоустойчивость и быстродействующую дугу в аномальных условиях;
- Широкодиапазонное согласование напряжения может идеально адапти-роваться к различным типам проволоки;

Новый импульсный процесс вносит улучшенный сварочный опыт и облегчает импульсную сварку
- Многофункциональный аппарат и отличная совместимость с процессом сварки Dex РM3000. Весь опыт сварки углеродистых и нержавеющих ста-лей, алюминиевых сплавов, импульсной сварки, сварки с двойным импуль-сом;
- Огромная база экспертных данных сварки: синергетическое регулирова-ние и автоматическая коррекция параметров;
- Новое решение для управления импульсной сваркой обеспечивает более мягкий старт сварки и меньшее количество брызг;
- Строгое распределение энергии в сварочном цикле обеспечивает более четкое формирование двух импульсов;
- Диверсифицированные сварочные экспертные системы и специальные программы для сварки алюминиевых сплавов для получения оптимального качества сварки;
- Параметры импульсной сварки в каждой фазе открыты для точной настройки и достигается лучшее качество сварки;
| Наименование параметра | Параметры |
|---|---|
| Режим управления | полностью цифровой |
| Напряжение питания | ~3×380 В ±25% (285 — 475 В) |
| Частота сети питания | 45 — 65 Гц |
| Потребляемая мощность | 9,2 кВА (8,7 кВт) |
| Коэффициент мощности | 0,94 |
| Эффективный КПД | 90% |
| Номинальное напряжение холостого хода | 54,2 В |
| Диапазон тока сварки | 30 — 300 A |
| Диапазон напряжения дуги | 12 — 30 В |
| Номинальный рабочий цикл | 250 A / 60% / 40°С |
| Процессы сварки | CO2/MAG/MIG, DC/импульс/двойной импульс |
| Последовательность сварки | 2-такта/4-такта/4-такта спец. |
| Диаметр проволоки | 0,8/1,0/1,2//SP мм |
| Свариваемые материалы | Углеродистая/нержавеющая сталь Алюминиевые сплавы |
| Регулировка скорости подачи проволоки | 1,4 — 28 м/мин |
| Динамика дуги | -9 — +9 |
| Класс защиты | IP23S |
| Габаритные размеры | 610 × 260 × 398 мм |
| Масса | 25,4 кг |
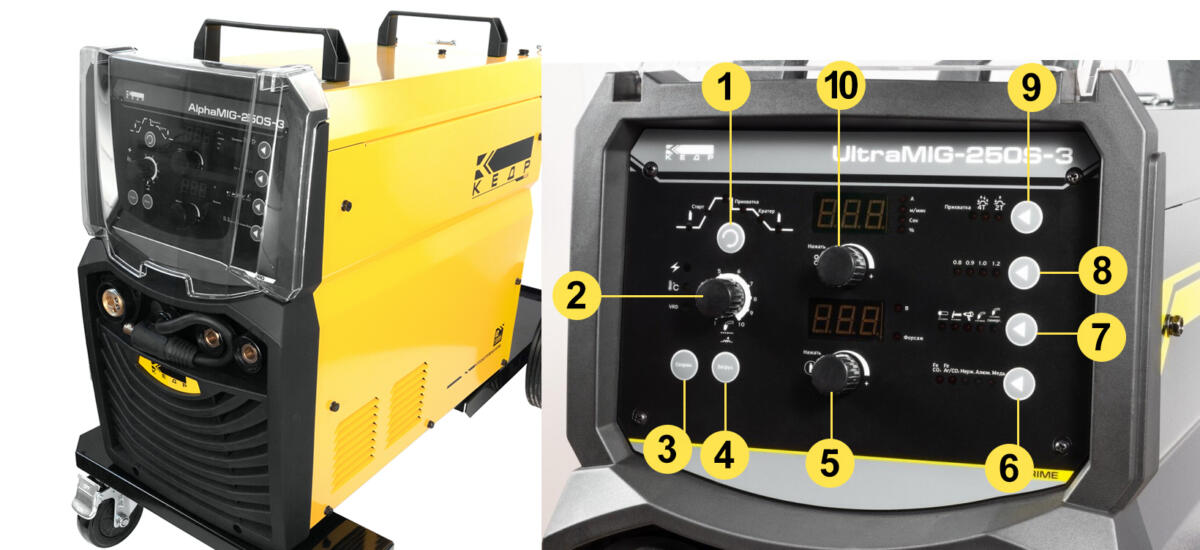
Кедр Alpha MIG 250S-3
- Мощность и производительность — стабильный процесс сварки проволокой 0.8-1.2 мм на токах до 250 А обеспечивается выверенной до мелочей архитектурой электронной части и надёжным силовым модулем.
- Высокая мобильность — корпус аппарата представляет собой компактный моноблок на тележке. оборудованной площадкой под баллон.
- Синергетическое управление — для настройки аппарата достаточно выбрать нужную программу и устано¬вить сварочный ток.
- 4-роликовый подающий механизм обеспечивает плавную и бесперебойную подачу сварочной проволоки.
Панель управления
- Кнопка навигации по параметрической кривой.
- Регулятор индуктивности.
- Сохранение программы.
- Вызов программы.
- Регулятор напряжения при нажатии: продувка газа.
- Выбор сварочной программы в режиме MIG SYN.
- Выбор рабочего режима: MMA. LIFTTIG. MIG Push Pull, M1G, M1G SYN.
- Выбор диаметра проволоки.
- Выбор режима работы кнопки горелки.
- Регулятор тока / при нажатии: протяжка проволоки.
| Параметры электросети, В | 380 |
| Номинальная мощность. кВт | 7,8 |
| Сварочный ток. А | 30-250 |
| Диаметр проволоки. мм | 0,8-1,2 |
| Напряжение холостого хода, В | 64 |
| ПВ.% | 60 |
| КПД, % | 85 |
| Класс защиты | IP21S |
| Размер, мм | 942х500х690 |
| Масса, кг | 57.0 |
Описание аппарата
Сварочный полуавтомат AlphaMIG-250S-3 предназначен для полуавтоматической и ручной дуговой сварки изделий из углеродистых. низко- и высоко-легированных сталей, а также алюминиевых сплавов. Благодаря возможности работы от сети 3808 на токах до 250А. аппарат отлично подходит для использования на малых и средних производствах, в крупных автомастерских, где важна компактность, экономичность и высокая производительность оборудования. Надежный 4·роликовый подающий механизм и возможность установки катушек К·ЗОО позволяют осуществлять сварку продолжительное время без перерыва на замену проволоки. Аппарат оснащен интеллектуальной моделью управления, позволяющей сварщику в кратчайшие сроки подготавливать оборудование к работе и переходить от процесса к процессу, а также осуществлять ручную подстройку в синергетическом режиме, адаптируя сварочные характеристики под конкретный материал и условия работы.